Что такое электроэрозионная обработка?
Принцип работы электроэрозионной обработки.
Электроэрозионная обработка — обработка, заключающаяся в изменении формы, размеров, шероховатости и свойств поверхности электропроводящей заготовки под действием электрических разрядов, возникающих между заготовкой и электродом-инструментом в диэлектрической среде.
Между электродом и деталью создаётся узкий зазор, заполненный диэлектрической жидкостью (как правило, вода с контролируемой проводимостью или смазывающе-охлаждающая жидкость). Если задано напряжение (расстояние) между электродами, погруженными в рабочую жидкость (диэлектрик), то при их сближении (увеличении напряжения) происходит пробой рабочей жидкости — возникает электрический разряд, в канале которого образуется плазма с высокой температурой. Продукты эрозии уносятся потоком диэлектрика и фильтруются.
Принцип работы на примере проволочно-вырезного станка:
1. Формирование зазора.
Это процесс создания рабочего зазора между электродом-инструментом и обрабатываемой заготовкой, через который проходит электрический ток, вызывающий искровой разряд и последующее удаление материала. Этот зазор критически важен для протекания процесса электроэрозионной обработки, так как он обеспечивает возможность возникновения и поддержания электрических разрядов, необходимых для разрушения материала.
2. Импульсный разряд.
Генератор подаёт серию коротких импульсов тока. Кратковременный электрический разряд используется для удаления материала с заготовки. Этот процесс основан на вырывании частиц материала под действием электрических искр, возникающих между электродом и заготовкой, погруженными в диэлектрическую жидкость.
3. Промывка диэлектриком.
Поток диэлектрика играет ключевую роль, служа как изолятором, так и средой для электрических разрядов, а также обеспечивая охлаждение и удаление продуктов эрозии. Он необходим для создания и поддержания искрового зазора между электродом и обрабатываемой деталью.
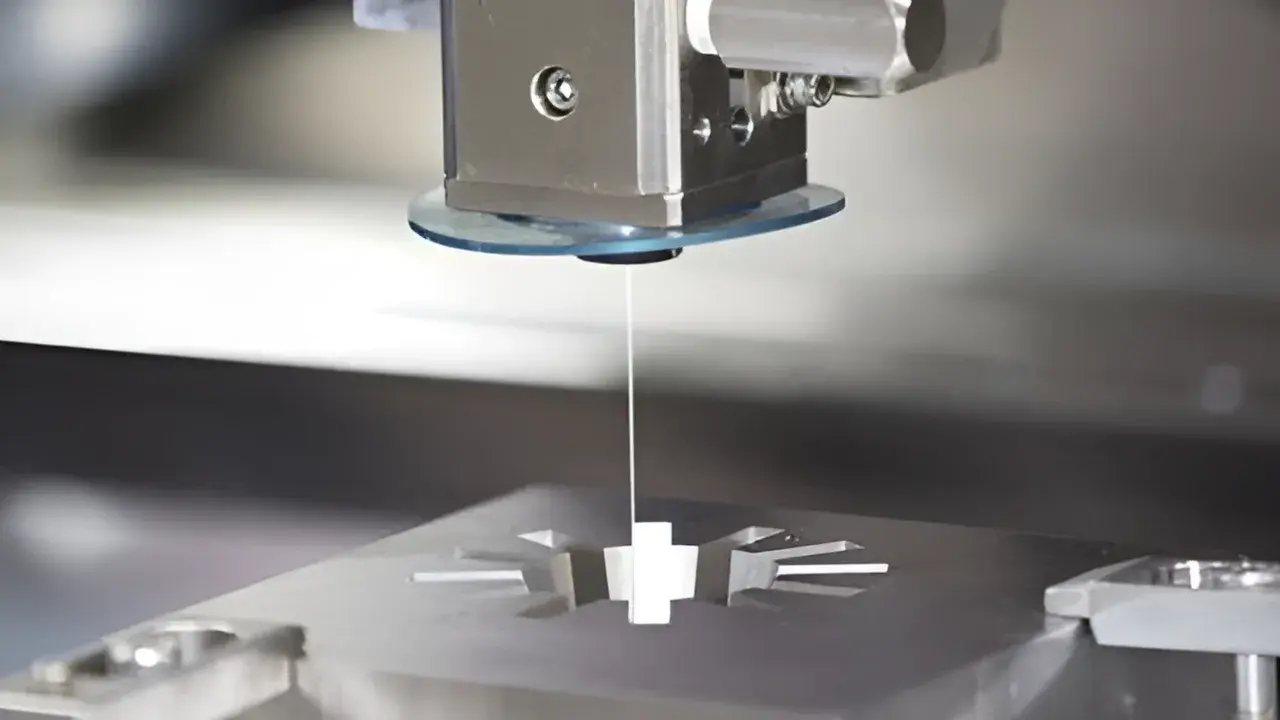
4. Подача и натяжение проволоки.
В электроэрозионной обработке подача и натяжение проволоки играют ключевую роль в обеспечении точности и эффективности процесса. Проволока, являющаяся электродом-инструментом, должна подаваться плавно и равномерно, а также натягиваться с определенной силой для поддержания стабильного искрового зазора и предотвращения разрывов.
5. Контурирование по ЧПУ.
Это высокоточный метод обработки материалов, при котором для придания формы изделию используется электрический разряд между электродом и заготовкой. ЧПУ обеспечивает автоматизированное управление процессом, что позволяет обрабатывать детали сложной геометрии с высокой точностью и повторяемостью. Система ЧПУ синхронно перемещает оси X–Y (и верхнюю направляющую U–V для конусных резов), вырезая заданный контур. Результат — узкая и ровная прорезь (керф) с минимальной зоной термовоздействия и высокой геометрической точностью.
Электроэрозионный метод особенно эффективен при обработке твёрдых материалов и сложных изделий (напр. :твердых сплавов, закаленных металлов). При обработке твёрдых материалов механическими способами большое значение приобретает износ инструмента. Инструментом в электроискровой обработке является тонкая проволока, которая является более дешевой по сравнению с инструментом для механической обработки. Например, при изготовлении некоторых типов штампов механическими способами более 50% технологической стоимости обработки составляет стоимость используемого инструмента. При обработке этих же штампов электроэрозионными методами стоимость инструмента не превышает 3,5%. Стоит также отметить, что электроэрозионная обработка действительно минимизирует образование остаточных напряжений в металле по сравнению с традиционными методами обработки, такими как фрезерование или токарная обработка. Это связано с тем, что электроэрозионная обработка основана на тепловом воздействии, а не на механическом, и удаляет материал путем плавления и испарения, а не путем срезания.
Принцип работы электроэрозионной обработки.
Электроэрозионная обработка — обработка, заключающаяся в изменении формы, размеров, шероховатости и свойств поверхности электропроводящей заготовки под действием электрических разрядов, возникающих между заготовкой и электродом-инструментом в диэлектрической среде.
Между электродом и деталью создаётся узкий зазор, заполненный диэлектрической жидкостью (как правило, вода с контролируемой проводимостью или смазывающе-охлаждающая жидкость). Если задано напряжение (расстояние) между электродами, погруженными в рабочую жидкость (диэлектрик), то при их сближении (увеличении напряжения) происходит пробой рабочей жидкости — возникает электрический разряд, в канале которого образуется плазма с высокой температурой. Продукты эрозии уносятся потоком диэлектрика и фильтруются.
Принцип работы на примере проволочно-вырезного станка:
1. Формирование зазора.
Это процесс создания рабочего зазора между электродом-инструментом и обрабатываемой заготовкой, через который проходит электрический ток, вызывающий искровой разряд и последующее удаление материала. Этот зазор критически важен для протекания процесса электроэрозионной обработки, так как он обеспечивает возможность возникновения и поддержания электрических разрядов, необходимых для разрушения материала.
2. Импульсный разряд.
Генератор подаёт серию коротких импульсов тока. Кратковременный электрический разряд используется для удаления материала с заготовки. Этот процесс основан на вырывании частиц материала под действием электрических искр, возникающих между электродом и заготовкой, погруженными в диэлектрическую жидкость.
3. Промывка диэлектриком.
Поток диэлектрика играет ключевую роль, служа как изолятором, так и средой для электрических разрядов, а также обеспечивая охлаждение и удаление продуктов эрозии. Он необходим для создания и поддержания искрового зазора между электродом и обрабатываемой деталью.
4. Подача и натяжение проволоки.
В электроэрозионной обработке подача и натяжение проволоки играют ключевую роль в обеспечении точности и эффективности процесса. Проволока, являющаяся электродом-инструментом, должна подаваться плавно и равномерно, а также натягиваться с определенной силой для поддержания стабильного искрового зазора и предотвращения разрывов.
5. Контурирование по ЧПУ.
Это высокоточный метод обработки материалов, при котором для придания формы изделию используется электрический разряд между электродом и заготовкой. ЧПУ обеспечивает автоматизированное управление процессом, что позволяет обрабатывать детали сложной геометрии с высокой точностью и повторяемостью. Система ЧПУ синхронно перемещает оси X–Y (и верхнюю направляющую U–V для конусных резов), вырезая заданный контур. Результат — узкая и ровная прорезь (керф) с минимальной зоной термовоздействия и высокой геометрической точностью.
Электроэрозионный метод особенно эффективен при обработке твёрдых материалов и сложных изделий (напр. :твердых сплавов, закаленных металлов). При обработке твёрдых материалов механическими способами большое значение приобретает износ инструмента. Инструментом в электроискровой обработке является тонкая проволока, которая является более дешевой по сравнению с инструментом для механической обработки. Например, при изготовлении некоторых типов штампов механическими способами более 50% технологической стоимости обработки составляет стоимость используемого инструмента. При обработке этих же штампов электроэрозионными методами стоимость инструмента не превышает 3,5%. Стоит также отметить, что электроэрозионная обработка действительно минимизирует образование остаточных напряжений в металле по сравнению с традиционными методами обработки, такими как фрезерование или токарная обработка. Это связано с тем, что электроэрозионная обработка основана на тепловом воздействии, а не на механическом, и удаляет материал путем плавления и испарения, а не путем срезания.
